
The main factors that affect the quality of the stainless steel strip bright annealing
The main factors affecting the quality of bright annealed stainless steel are: the protection of the composition and purity of the gas , heating and cooling system , and the dehydration and degreasing of the steel strip in the strip before processing BA production processes. BA plates used in the production of protective gas composition and purity are bright annealing the first condition. BA using H2, N2 as protective gas. S is a strong reducing agent , e.g., Cr2 O3 + 3H2 one 2Cr + 3 H2O, so the higher the concentration of the protective gas line , the better the luster . Due to the high price and easy to play explosion, before widespread use of nitrogen- hydrogen mixture is added in pure nitrogen by 1 % - 5% practice ( volume fraction ) ; 's or use the 75% and 25%, from ( volume fraction) decomposition of ammonia gas. With the advancement of technology, the surface of stainless steel to improve quality and productivity , are now widely used on a large bright pure hydrogen as the protective gas furnace , and the furnace due to the small number of reasons protective gas prepared ammonia decomposition gas commonly used as a protective gas , ammonia decomposition gas containing 75% practice ( volume fraction ) , the light effects and productivity is also very good .
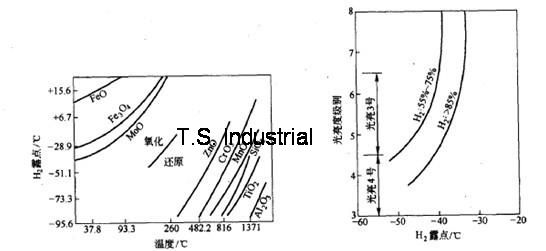
Figure 1 is hydrogen and the dew point of the metal oxide of the metal hung equilibrium temperature relationship . The figure shows , as the process of reducing the temperature and dew point , as the oxidation temperature decreases. Such as oxidation occurs at 1000 ℃ (Cr2 O3) can be -30 ℃ higher dew point temperature reduction process , but when the temperature dropped to 600 ℃ strip will be re- oxidation. Therefore, under the condition of constant dew point , the temperature increase process or the process under conditions of constant temperature reduces the dew point temperature , the light can get better results . Figure 2 is a hydrogen affect the dew point and the volume fraction of the BA board brightness level . The figure shows , in order to get 3 to 3-4 BA plate , when more than 85% ( volume fraction ) , the dew point can be -35 ℃; But in the 55% -75% h2 ( volume fraction ) , then the dew point temperature should be reduced - 40 ℃ or less . Directly related to the dew point of the protective gas with the gas moisture content. Since 2Cr + 3 H2O2 - reaction Cr2 O3 + 3H surface oxidation of the steel strip , protective gas dew point should be controlled in the range of -40 ~ -60 ℃ , the moisture content ( mass fraction ) of 1 21 % -0 23% . Similarly, the residual oxygen content in the protective gas ( volume fraction ) should be less than 0.001% . The equilibrium temperature is determined by the Cr / Cr2O3, BA plate cooling rate after heating steel quality and have a great relationship . Under normal processing temperatures from room temperature to a high temperature in the heating process, although the oxidation occurs in the range 300 -800 ℃, but the treatment temperature is reached quickly restored. Only oxidation during cooling that occurred after the treatment can not be restored again . Therefore , to enhance the rapid cooling is extremely important. The cooling rate should be below 800 ℃. At 20 ℃ / s or so ; cooling method is to direct the shielding gas blown from the bottom up to the processing surface of the steel strip .